Brochures
View our 2025 financial prospectus brochure for an easy to read guide on all of the services offer.
 Download Brochure
Download Brochure

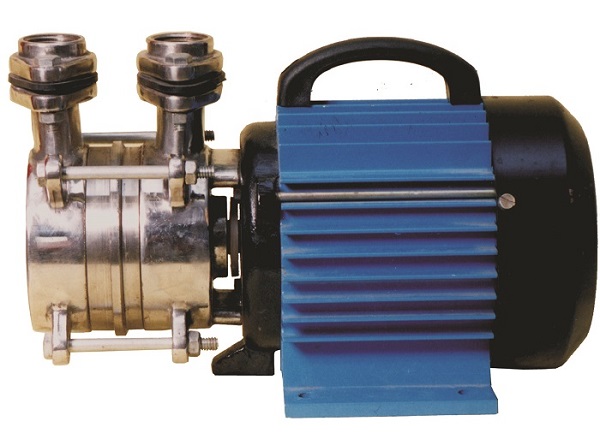
Flameproof Pump Manufacturer
Are you looking for a flameproof pump manufacturer, supplier, and exporter from Ahmedabad, India? Creative Engineers is your perfect choice. We specialize in high-quality flameproof pumps designed for safe and efficient operation in hazardous environments. Our pumps are built with advanced technology to durability, reliability, and superior performance. With years of expertise, we provide customized solutions to meet industrial needs.
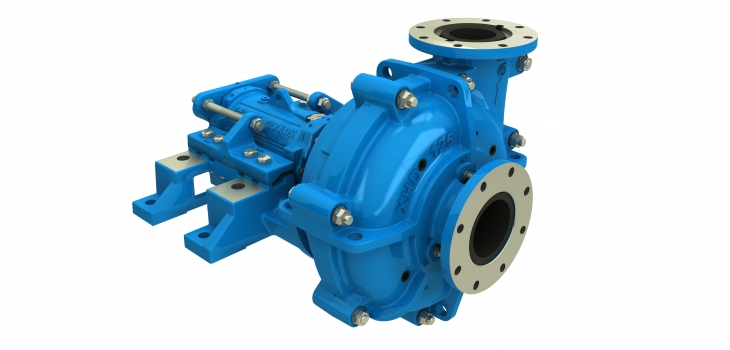
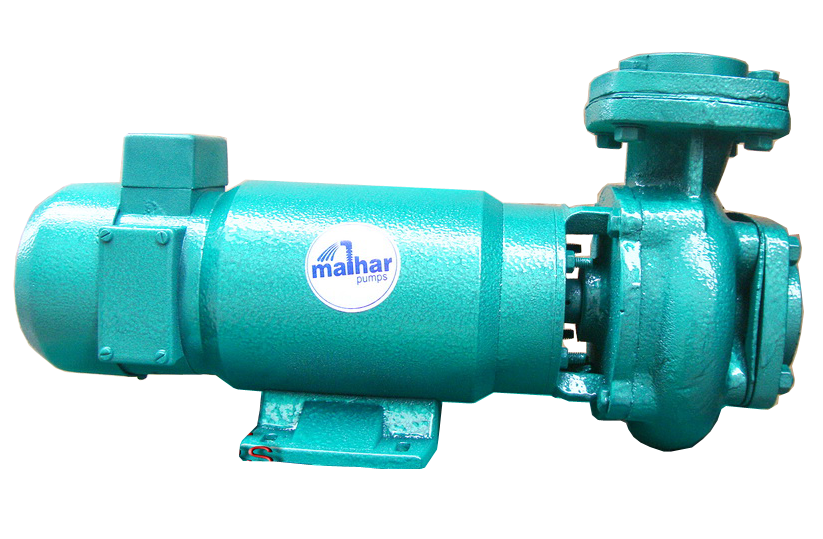
HORIZONTAL HIGH PRESSURE MULTISTAGE CENTRIFUGAL PUMP
Pumps are single suction multistage segment centrifugal pumps which adopt energy-efficient hydraulic model, confirm to centrifugal pump technical condition with wide performance range, high efficiency, reasonable structure ,safe and steady operation, low noise, long life performance, easy installation and maintenance.
• Irrigation – Sprinkler Installations
• Water Supply
• Pressure Boosting – Multi stories buildings, Hydro – Pneumatic
• Water Works Fire Fighting – Mining wash down Applications
• Hydraulic press / Circuits transfer & circulation hot & cold water
• Boiler feed pumps – Condensate pumps
OPERATING RANGE
• Capacity :2500 LPM Maximum
• Head : 400 Mtrs Maximum
• Size : 1" to 6"
• Temperature : 140°c Maximum•
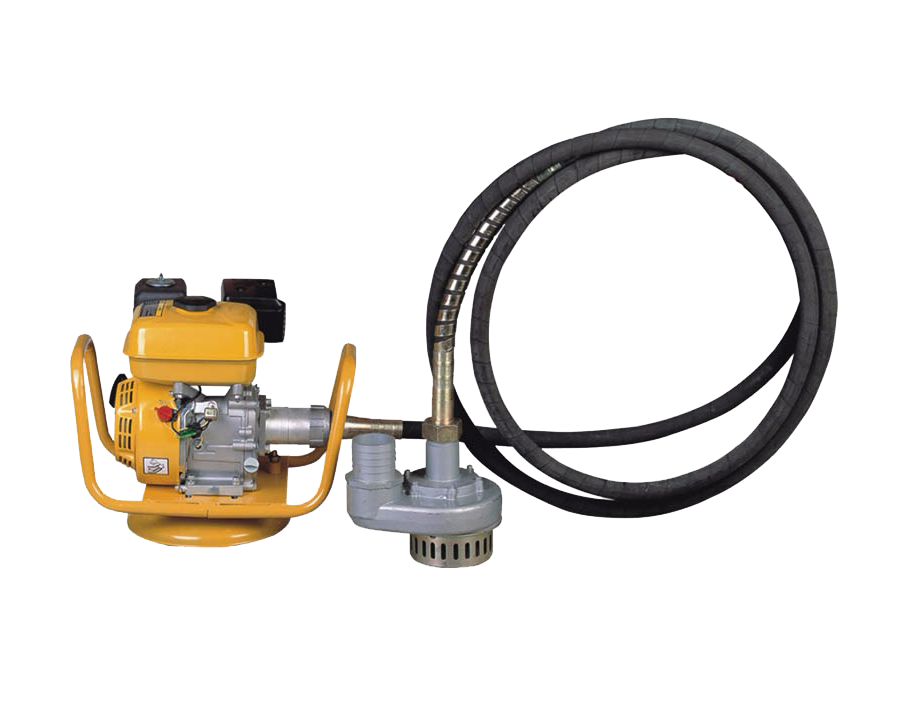
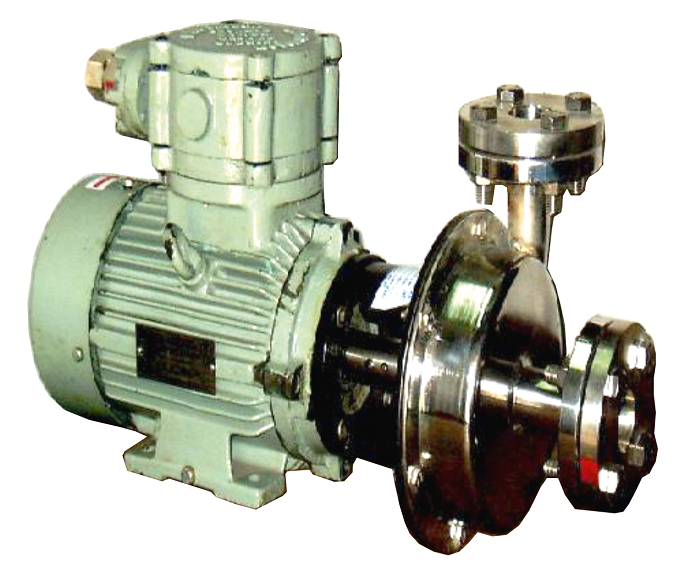
FIRE FIGHTING PUMP
A fire pump is a part of a fire sprinkler system's water supply and can be powered by electricity, diesel or steam. The pump intake is either connected to the public underground water supply piping, or a static water source (e.g. tank, reservoir, lake). The pump provides water flow at a higher pressure to the sprinkler system risers and hose stand pipes. A fire pump is tested and listed for its use specifically for fire service (by a third-party testing and listing agency if required)
OPERATING RANGE
• Capacity :2500 LPM Maximum
• Head : 400 Mtrs Maximum
• Size : 1" to 6"• Temperature : 140°c Maximum•
• Capacity : 3000 US GPM,
• Head :348 PSI,
• RPM : AS Per Your Requirement
• Frequency : 50 Hz / 60 Hz
Brochures
View our 2025 financial prospectus brochure for an easy to read guide on all of the services offer.
Frequently Asked Questions
A flameproof pump is a specially designed pump enclosed in a flame-resistant casing that prevents internal sparks or heat from igniting flammable substances in hazardous environments.
They are commonly used in industries such as oil and gas, chemical processing, mining, and pharmaceuticals, where explosive gases, vapors, or dust may be present.
Regular inspection, proper lubrication, and adherence to manufacturer guidelines are essential to ensure ongoing performance and compliance with safety standards.