Brochures
View our 2025 financial prospectus brochure for an easy to read guide on all of the services offer.
 Download Brochure
Download Brochure

Chemical Transfer Pump Manufacturer
Are you looking for Chemical Transfer Pump Manufacturer, Supplier, and Exporter in India? Creative Engineers is the perfect choice for you. We specialise in high-quality chemical transfer pumps designed for efficient and safe handling of corrosive and hazardous liquids. Our pumps' durability, high performance, and low maintenance make them suitable for use in industries. With advanced technology and precision engineering, we deliver top-notch solutions at competitive prices.
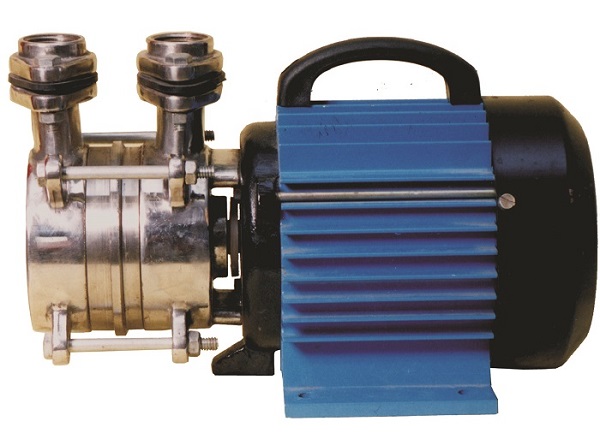
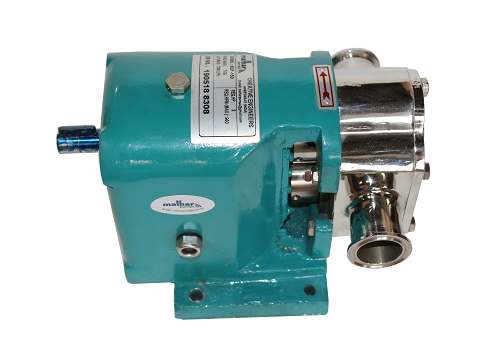
A chemical transfer pump is a specialized device designed to safely move corrosive, hazardous, or abrasive liquids from one container to another. It is commonly used in industries such as chemical processing, pharmaceuticals, food and beverage, and water treatment. These pumps are built with chemically resistant materials like polypropylene, stainless steel, or PVDF to withstand aggressive fluids. They can be manual, electric, or air-operated, providing efficient and controlled fluid transfer. Their primary role is to handle acids, solvents, and other hazardous liquids without leakage or contamination, ensuring safety and compliance with chemical handling standards. A chemical transfer pump is a durable, corrosion-resistant solution for the safe and efficient movement of hazardous liquids.
CHEMICAL TRANSFER PUMP APPLICATION
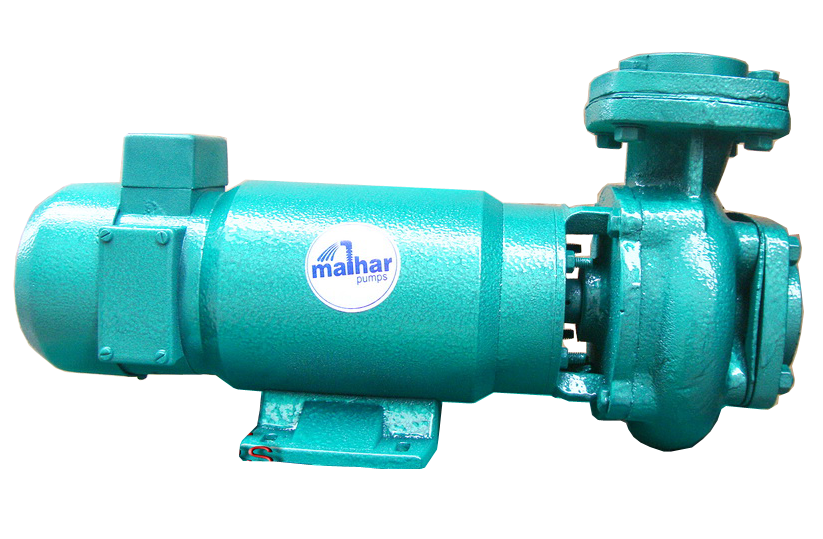
For pumping clear / turbid water / chemicals & volatile liquids.
Air conditioning plants, power stations, mine drainage, sprinkler systems, firefighting, booster service, oils, and brine.
STANDARD: AS PER DIN 24255/6 & ISO 2858
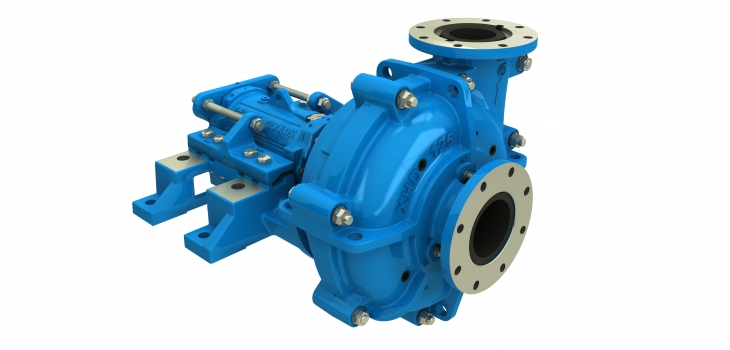
ACH SERIES BACK PULLOUT PUMPS (SLURRY APPLICATION)
• ACH-type pumps are used in the chemical & Petrochemicals Industry, Food Industry, Dyeing, Sugar Industry, Paper & Pulp Industry, Fertiliser Units & Etc.
• Handling of all types of Liquids, Acids, Alkalis, Dyes, Hydrocarbons, Corrosive Slurries (Solids Up to 15 mm), Green, Black Liquor, Pulp (Consistency up to 2%), etc.
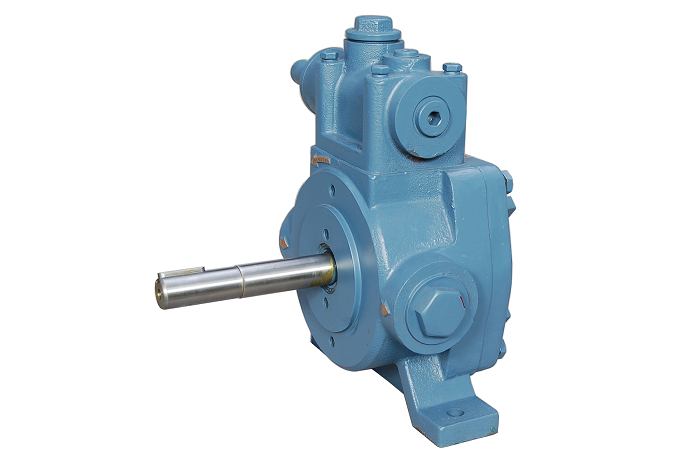
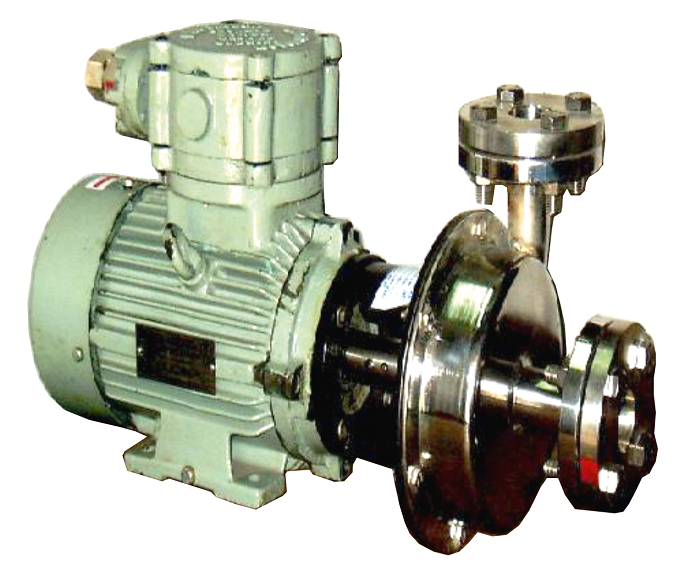
“PS” SERIES BACK PULLOUT PUMPS (PULP APPLICATION)
"PS” type pumps are used in the paper & pulp industry, food industry, sugar industry, efficient plants, seawater desalination plants, the chemical & petrochemical industry, power stations, absorption plants in environmental engineering, & etc.
Handling of pulp & paper stocks up to 5% consistency, heavily contaminated liquids, raw sewage, chlorinated water, etc.
OPERATING RANGE
- Capacity: Up to 600 M/Hr
- Head: Up to 180 meters (590 Feet)
- Capacity: Up to 2500 M/Hr
- Head: Up to 80 meters (262 Feet)
- Temperature: Up to 140 °C (284°F)
- Casing Pressure: Up to 22 Kg/cm
- Pump size (delivery bore): 65 mm to 400 mm
- Speed: Up to 1480 rpm
- Delivery size up to 250 mm
- Capacity up to 990M/hr
- Head up to 120 meters
- RPM 500 to 3600
- Direction of rotation: Clockwise from drive end
Brochures
View our 2025 financial prospectus brochure for an easy to read guide on all of the services offer.
Frequently Asked Questions
Regular inspection of seals, impeller, and motor alignment is recommended. Ensure that the pump is not run dry and that fluid compatibility is always verified before use.
A chemical transfer pump is a specialized device designed to move chemicals safely and efficiently from one container to another, often used in industrial, laboratory, and processing applications.
Yes, when used correctly. They are designed with safety features like leak-proof seals and corrosion-resistant materials to minimize the risk of spills and exposure.
Yes, regular inspection, cleaning, and maintenance are essential to ensure reliable operation and extend the lifespan of the pump, especially when handling aggressive chemicals.
Vacuum pumps are widely used in industries such as pharmaceuticals, electronics, food processing, chemical manufacturing, and laboratories for processes like drying, filtration, distillation, and packaging.